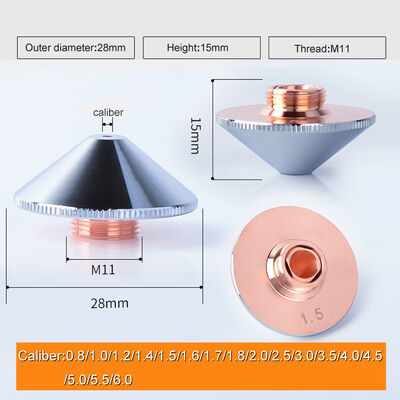
Bico de Tocha de Plasma Kjellberg .11.848.221.430 G2330 Para Máquina de Corte a Plasma
1. Marca HEC
Fabricamos sistemas de corte de metal e cortadores a plasma, bem como tochas e consumíveis. Fabricamos máquinas de corte a plasma e máquinas de corte a laser de fibra com alta qualidade e confiabilidade.
2. Desempenho de Corte
Os consumíveis de plasma HEC utilizam material de alta qualidade e processo padrão para garantir a mais alta qualidade. Nosso desempenho de corte de consumíveis é o mesmo do fabricante OEM original.
3. Bom Preço
Os consumíveis de plasma HEC são de boa qualidade com baixo preço, atendendo aos melhores requisitos dos clientes e economizando dinheiro.
4. Grande Categoria
A HEC vende todos os tipos de consumíveis de plasma, incluindo EASB, Kjellberg, Koike e também fornece algumas tochas.

| Máquina |
Nº HEC |
Nº Thum |
Nº Ref |
Descrição |
|
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Aço Carbono)
|
K94211 |
G901Y |
.11.848.201.142 |
Tubo de resfriamento |
| K94212 |
G902Y |
.11.852.201.142 |
Tubo de resfriamento |
| K94241 |
G931Y |
.11.848.401.142 |
Tubo de resfriamento |
| K0402 |
G002Y |
.11.848.221.300 |
Cátodo O2 |
| K0105 |
G015Y |
.11.848.231.350 |
Cátodo O2 |
| K0101 |
G011Y |
.11.848.231.320 |
Cátodo O2 |
| K0106 |
G016Y |
.11.848.231.360 |
Cátodo O2 |
| K0402 |
G092Y |
.11.848.401.310 |
Cátodo O2 |
| K7441 |
G101 |
.11.848.221.145 |
Guia de gás |
| K1466 |
G2006 |
.11.848.221.406 |
Bico O2 25A |
| K1467 |
G2007 |
.11.848.221.407 |
Bico O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
Tampa do bico |
| K641515 |
G4015 |
.11.848.201.1515 |
Tampa de gás de redemoinho |
| K641220 |
G4020 |
.11.848.201.1520 |
Tampa de gás de redemoinho |
| K44191 |
G501 |
.11.848.201.081 |
Tampa protetora |
| K0403 |
G003Y |
.11.848.221.310 |
Cátodo -O2 |
| K7442 |
G102 |
.11.848.221.146 |
Guia de gás |
| K1466 |
G2006Y |
.11.848.221.406 |
Bico O2 |
| K1467 |
G2007Y |
.11.848.221.407 |
Bico O2 |
| K1468 |
G2008Y |
.11.848.221.408 |
Bico O2 50A |
| K14610 |
G2010Y |
.11.848.221.410 |
Bico O2 80A |
| K14612 |
G2012Y |
.11.848.221.412 |
Bico O2 120A |
| K14614 |
G2014Y |
.11.848.221.414 |
Bico O2 160A |
| K14616 |
G2016Y |
.11.848.221.416 |
Bico O2 200A |
| K14826 |
G2326Y |
.11.848.221.426 |
Bico |
| K14830 |
G2330Y |
.11.848.221.430 |
Bico |
| K14831 |
G2331Y |
.11.848.221.431 |
Bico |
| K11014 |
G2514 |
.11.848.311.614 |
Bico |
| K11015 |
G2515 |
.11.848.311.615 |
Bico |
| K11016 |
G2516 |
.11.848.311.616 |
Bico |
| K11018 |
G2518 |
.11.848.311.618 |
Bico |
| K11125 |
G2725 |
.11.848.411.625 |
Bico |
| K11127 |
G2727 |
.11.848.411.627 |
Bico |
| K11129 |
G2729 |
.11.848.411.629 |
Bico |
| K541228 |
G3028 |
.11.848.201.1628 |
Tampa do bico |
| K641522 |
G4022 |
.11.848.201.1522 |
Tampa de gás de redemoinho |
| K641525 |
G4025 |
.11.848.201.1525 |
Tampa de gás de redemoinho |
| K641530 |
G4030 |
.11.848.201.1530 |
Tampa de gás de redemoinho |
| K04242 |
G032Y |
.11.848.421.310 |
Cátodo O2 |
| K04244 |
G034Y |
.11.848.421.330 |
Cátodo O2 |
| K74251 |
G121 |
.11.848.421.145 |
Guia de gás |
| K14826 |
G2326Y |
.11.848.421.426 |
Bico O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
Bico O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
Bico -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
Tampa do bico |
| K541419 |
G3219 |
.11.848.401.1619 |
Tampa do bico |
| K541429 |
G3229 |
.11.848.401.1629 |
Tampa do bico |
| K641745 |
G4345 |
.11.848.401.1545 |
Tampa de gás de redemoinho |
| K641750 |
G4350 |
.11.848.401.1550 |
Tampa de gás de redemoinho |
| K641755 |
G4355 |
.11.848.401.1555 |
Tampa de gás de redemoinho |
| K44201 |
G521 |
.11.848.401.081 |
Tampa protetora |
| K94211 |
G901Y |
.11.848.201.142 |
Tubo de água |
| K94212 |
G902Y |
.11.852.201.142 |
Tubo de água |
| K94241 |
G931Y |
.11.848.401.142 |
Tubo de água |
Suporte Técnico:
Corte a plasma é um processo que corta materiais eletricamente condutores por meio de um jato acelerado de plasma quente. Materiais típicos cortados por este processo incluem aço, alumínio, latão e cobre, embora outros metais condutores também possam ser cortados. O corte a plasma é frequentemente usado em oficinas de fabricação e soldagem, reparo e restauração automotiva, construção industrial, operações de salvamento e sucata. Devido à alta velocidade, cortes de precisão, combinados com baixo custo de operação, o corte a plasma tem um uso generalizado, desde aplicações CNC industriais em larga escala até pequenas oficinas de hobby.
Processo:
O processo básico de corte a plasma envolve a criação de um canal elétrico de gás ionizado, ou seja, plasma, a partir do próprio cortador a plasma, através da peça a ser cortada, formando assim um circuito elétrico completo de volta ao cortador a plasma através de uma garra de aterramento. Isso é conseguido por um gás comprimido (oxigênio, ar, inerte e outros, dependendo do material a ser cortado) que é soprado através de um bico focado em alta velocidade em direção à peça. Um arco elétrico é então formado no gás, entre um eletrodo próximo ou integrado ao bico de gás e a própria peça. O arco elétrico ioniza parte do gás, criando assim um canal de plasma eletricamente condutor. À medida que a eletricidade do maçarico do cortador viaja por este plasma, ele fornece calor suficiente para derreter a peça. Ao mesmo tempo, grande parte do plasma de alta velocidade e do gás comprimido sopram o metal derretido quente, separando assim, ou seja, cortando a peça.
O corte a plasma é um meio eficaz de cortar materiais finos e grossos. Maçaricos portáteis geralmente podem cortar chapas de aço de até 38 mm de espessura, e maçaricos mais potentes controlados por computador podem cortar aço de até 150 mm de espessura.[1] Como os cortadores a plasma produzem um "cone" muito quente e muito localizado para cortar, eles são extremamente úteis para cortar chapas de metal em formas curvas ou anguladas.
Segurança:
Proteção ocular adequada (mas não óculos de solda a gás, pois estes não fornecem proteção UV) e protetores faciais são necessários para prevenir danos oculares chamados arco ocular, bem como danos por detritos, conforme a soldagem a arco. Recomenda-se o uso de óculos de segurança com lente verde de tonalidade #8 ou #9 para corte, a fim de evitar que as retinas sejam "flasheadas" ou queimadas. A OSHA recomenda uma tonalidade 8 para Corrente de Arco inferior a 300, mas observa que "Esses valores se aplicam onde o arco real é claramente visto. A experiência mostrou que filtros mais leves podem ser usados quando o arco está oculto pela peça."
Luvas de couro, avental e jaqueta também são recomendados para evitar queimaduras por faíscas e detritos.

 Por favor verifique seu email!
Por favor verifique seu email!