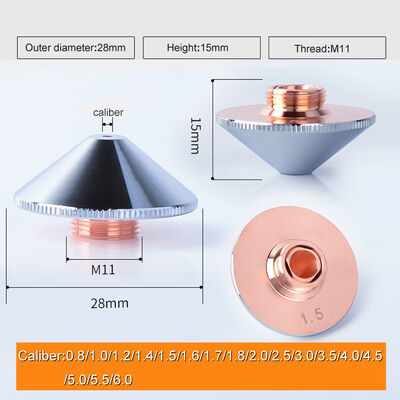
Cátodo Kjellberg .11.848.221.300 G002Y Cabeça de Prata para Eletrodo de Cortador a Plasma Kjellberg
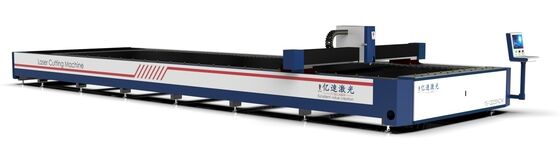
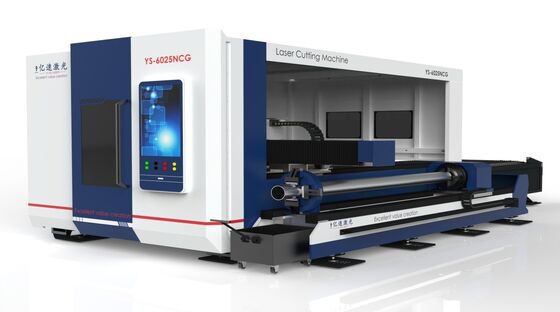
Máquina de corte a plasma Kjellberg: HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i e assim por diante
Máquina Kjellberg: PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80, Fine Focus450, Fine Focus800, Fine Focus900 e assim por diante
Eletrodo: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 e assim por diante.
Bico: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X, S2016X, S2514X, S2516X, S2518X, S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
Shanghai ZhouBo Welding & Cutting Technology companypode oferecer todos os consumíveis de plasma para, Kjellberg, Esab, Koike, Komatsu, Thermadyne, como: eletrodo, bico, escudo, anel de vórtice, tampa interna, tampa de retenção, tubo de água, corpo da tocha e assim por diante.
| Máquina |
Nº HEC |
Nº Thum |
Nº Ref |
Descrição |
|
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Aço Carbono)
|
K94211 |
G901Y |
.11.848.201.142 |
Tubo de resfriamento |
| K94212 |
G902Y |
.11.852.201.142 |
Tubo de resfriamento |
| K94241 |
G931Y |
.11.848.401.142 |
Tubo de resfriamento |
| K0402 |
G002Y |
.11.848.221.300 |
Cátodo O2 |
| K0105 |
G015Y |
.11.848.231.350 |
Cátodo O2 |
| K0101 |
G011Y |
.11.848.231.320 |
Cátodo O2 |
| K0106 |
G016Y |
.11.848.231.360 |
Cátodo O2 |
| K0402 |
G092Y |
.11.848.401.310 |
Cátodo O2 |
| K7441 |
G101 |
.11.848.221.145 |
Guia de gás |
| K1466 |
G2006 |
.11.848.221.406 |
Bico O2 25A |
| K1467 |
G2007 |
.11.848.221.407 |
Bico O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
Tampa do bico |
| K641515 |
G4015 |
.11.848.201.1515 |
Tampa de gás de vórtice |
| K641220 |
G4020 |
.11.848.201.1520 |
Tampa de gás de vórtice |
| K44191 |
G501 |
.11.848.201.081 |
Tampa protetora |
| K0403 |
G003Y |
.11.848.221.310 |
Cátodo -O2 |
| K7442 |
G102 |
.11.848.221.146 |
Guia de gás |
| K1468 |
G2008 |
.11.848.221.408 |
Bico O2 50A |
| K14610 |
G2010 |
.11.848.221.410 |
Bico O2 80A |
| K14612 |
G2012 |
.11.848.221.412 |
Bico O2 120A |
| K14614 |
G2014 |
.11.848.221.414 |
Bico O2 160A |
| K14616 |
G2016Y |
.11.848.221.416 |
Bico O2 200A |
| K541228 |
G3028 |
.11.848.201.1628 |
Tampa do bico |
| K641522 |
G4022 |
.11.848.201.1522 |
Tampa de gás de vórtice |
| K641525 |
G4025 |
.11.848.201.1525 |
Tampa de gás de vórtice |
| K641530 |
G4030 |
.11.848.201.1530 |
Tampa de gás de vórtice |
| K04242 |
G032Y |
.11.848.421.310 |
Cátodo O2 |
| K04244 |
G034Y |
.11.848.421.330 |
Cátodo O2 |
| K74251 |
G121 |
.11.848.421.145 |
Guia de gás |
| K14826 |
G2326Y |
.11.848.421.426 |
Bico O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
Bico O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
Bico -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
Tampa do bico |
| K541419 |
G3219 |
.11.848.401.1619 |
Tampa do bico |
| K541429 |
G3229 |
.11.848.401.1629 |
Tampa do bico |
| K641745 |
G4345 |
.11.848.401.1545 |
Tampa de gás de vórtice |
| K641750 |
G4350 |
.11.848.401.1550 |
Tampa de gás de vórtice |
| K641755 |
G4355 |
.11.848.401.1555 |
Tampa de gás de vórtice |
Suporte Técnico:
Principais fatores que levam ao desperdício sério de aço e suprimentos
Máquina de corte CNC por chama e plasma no início de um grande número de empresas industriais, fabricantes de máquinas de corte CNC na produção de máquinas-ferramenta CNC o nível de projeto e fabricação gradualmente maduro e estável. Mas nas circunstâncias de nível semelhante ou igual de estrutura de hardware e fabricação de máquinas de corte CNC, devido à falta de tecnologia de software de corte NC, máquinas de corte NC em uso são comuns no processo de corte a eficiência de produção é baixa, o desperdício de aço e material são problemas sérios, o desempenho específico nos seguintes aspectos:
1. O sistema de controle numérico não é estável: o usuário na compra do sistema de controle numérico da máquina de corte CNC, busca cegamente a alta configuração do computador civil, seleção do sistema Windows, CPU e disco rígido de alta frequência, ignorando a estabilidade do sistema de controle numérico usado na indústria. Devido à CPU e ao valor calorífico de alta frequência, especialmente no verão, o superaquecimento interno do sistema CNC, resultando no sistema CNC e na máquina de corte não funcionando, tendo que usar o ventilador industrial para resfriamento do sistema de controle numérico. Além disso, a CPU de alta frequência deve ser equipada com um ventilador, e o ventilador é fácil de desgastar, vida útil limitada, facilmente leva a danos na CPU e na placa-mãe, danos por vibração do disco rígido na trilha e vírus infecciosos causarão instabilidade do sistema NC, levando à paralisação da produção de corte.
2. sem o uso de software de aninhamento: na compra da máquina de corte CNC não comprou o software de otimização de aninhamento, apenas o uso de software CAD e software de conversão NC, desenho e arquivo de corte NC, ou é chamado no sistema NC na biblioteca de peças, no sistema NC do arquivo DXF ou NC aninhamento manual de processo, corte local, a máquina de corte CNC na maior parte do tempo em um estado ocioso de programação de aninhamento em espera, reduz drasticamente a eficiência de produção da máquina de corte numérico, também devido ao corte local de chapas de aço, produziu um grande número de materiais excedentes ou aço excedente, aço leva ao desperdício sério.

 Por favor verifique seu email!
Por favor verifique seu email!